 English
English Español
Español Français
Français русский
русский عربى
عربىCuatro flujos de diseño: personas, materiales, limpieza y mantenimiento.
Contenido
- 1 Flujo 1: Personas: la lógica higiénica del movimiento unidireccional
- 2 Flujo 2: Materiales: desde el bruto hasta el acabado, nunca al revés
- 3 Flujo 3: Limpieza: el agua necesita un camino, y la tripulación también
- 4 Flujo 4: Mantenimiento: los técnicos necesitan un espacio que no han previsto
- 5 Dónde entran en conflicto los cuatro flujos y cómo resolverlos
- 6 Aplicación del marco de cuatro flujos a una línea de formación de alimentos
Una fábrica de alimentos congelados en su tercer año de funcionamiento instaló una segunda línea de incrustación para manejar el creciente volumen de pedidos. La línea se adapta al espacio disponible. Las máquinas funcionaron según las especificaciones. Al cabo de seis semanas, el equipo de saneamiento había presentado una queja: el único acceso al canal de drenaje detrás de la nueva línea pasaba directamente por el área de preparación de la materia prima, lo que significaba que los equipos de limpieza tenían que mover carros de trapeador a través de un espacio donde la masa sin envolver estaba colocada en bandejas abiertas. El diseño había tenido en cuenta la producción. No había contabilizado la limpieza.
Este tipo de problema casi siempre es un problema de diseño, y los problemas de diseño son costosos de solucionar después del hecho. Mover equipos significa tiempo de inactividad, recertificación y, a menudo, trabajo estructural. Los errores que podrían haberse solucionado en dos horas de planificación se convierten en dos semanas de perturbaciones dieciocho meses después. La mayoría de esos errores se remontan a la misma causa raíz: el diseño se diseñó en torno a un flujo (generalmente producción) y se dejó que los otros tres se resolvieran por sí solos.
Hay cuatro flujos que todo diseño de producción de alimentos debe acomodar: personas, materiales, limpieza y mantenimiento. Cada uno tiene su propia lógica de camino. Cada uno tiene requisitos de espacio libre, limitaciones direccionales e implicaciones de higiene. Un diseño que funciona es aquel en el que los cuatro pueden moverse sin interferir entre sí. Llegar allí requiere pensar en los cuatro antes de colocar la primera máquina, no después. comenzando con Tácticas de diseño para la automatización en espacios compactos de producción de alimentos. significa enfrentar estas limitaciones tempranamente, cuando el costo del ajuste es bajo.
Flujo 1: Personas: la lógica higiénica del movimiento unidireccional
El flujo de personal en un entorno de producción de alimentos no se trata simplemente de llevar a las personas desde la entrada a sus estaciones de trabajo de manera eficiente. Se trata de controlar el estado de higiene de cada persona en cada punto de las instalaciones y garantizar que ese estado solo avance en una dirección: hacia la limpieza, nunca hacia la suciedad.
El principio básico es la entrada mediante bata progresiva. Un trabajador que ingresa a un área de producción de alto cuidado debe pasar por un vestuario, lavarse las manos, ponerse ropa protectora y atravesar una barrera higiénica antes de llegar al piso de producción. Esa secuencia debe ser impuesta físicamente por el diseño, no dejada a la disciplina individual. Si el camino desde el vestuario hasta la zona de producción permite que alguien pase por alto la estación de lavado de manos, algunas personas lo evitarán. El diseño debe hacer que el camino correcto sea el único camino conveniente.
Los cambios de turno crean el momento de mayor riesgo para la contaminación cruzada del flujo de personal. Los trabajadores que salen de un turno (que potencialmente llevan contaminación de la superficie debido a las horas de producción) no deben compartir pasillos o puertas con los trabajadores que ingresan a un nuevo turno con batas limpias. En la práctica, esto significa puntos de entrada y salida separados para la zona de producción, o un protocolo de cambio cronometrado impuesto por una esclusa de aire física. Ninguna opción es complicada de diseñar; ambos resultan costosos de modernizar.
Las rutas de acceso para visitantes y supervisores requieren la misma lógica. Un gerente de producción que se mueve entre una zona de materia prima y una zona de producto terminado a mitad de turno presenta un riesgo de contaminación si el camino no obliga a volver a usar batas en el límite de la zona. El diseño de demarcaciones de zonas claras (marcas en el piso, paredes codificadas por colores, barreras físicas en los umbrales) traduce las reglas de higiene en una realidad espacial que las personas pueden seguir sin memorizar protocolos.
Flujo 2: Materiales: desde el bruto hasta el acabado, nunca al revés
El flujo de materiales en una fábrica de alimentos debe moverse en una dirección: desde el estado más sucio (ingredientes crudos entrantes) al más limpio (producto terminado envasado). Cada paso del procesamiento debería hacer avanzar los materiales a lo largo de ese continuo. Cualquier diseño que permita que las materias primas y los productos terminados compartan caminos, incluso brevemente, incluso en momentos diferentes, introduce un riesgo de contaminación que es difícil de auditar y más difícil de defender en una inspección de seguridad alimentaria.
La implicación práctica es que los muelles de recepción, los almacenes de materias primas y las áreas de preparación de ingredientes pertenecen a un lado de la instalación. Por otro, pertenecen el almacenamiento en frío, el embalaje y la expedición del producto terminado. La línea de producción los conecta en secuencia. Los materiales de desecho y embalaje (cartones exteriores, envoltorios de paletas, productos rechazados) viajan en la dirección opuesta, fuera de las instalaciones a través de un punto de salida separado que no cruza el camino de producción limpia.
el Directrices del Codex Alimentarius sobre diseño de instalaciones alimentarias Establezca este principio claramente: los edificios e instalaciones deben diseñarse de manera que el flujo regulado de materiales proceda lógicamente desde la recepción de la materia prima hasta el producto terminado, con actividades adecuadamente separadas cuando exista riesgo de contaminación cruzada. Esto no es una recomendación: es la expectativa básica de los auditores de seguridad alimentaria en todos los principales mercados de exportación.
En la práctica, la restricción del flujo de materiales impulsa varias decisiones de diseño específicas: dónde se ubica el almacenamiento de ingredientes en relación con el equipo de preparación; si un único corredor puede servir tanto para la entrega entrante de ingredientes como para la salida de productos terminados sin superposiciones; y cómo la programación de la producción se cruza con el diseño cuando varias líneas de productos comparten un muelle de recepción. Las fábricas que diseñan el flujo de materiales como una idea de último momento luchan constantemente con estas intersecciones durante los períodos pico.
Flujo 3: Limpieza: el agua necesita un camino, y la tripulación también
La limpieza es la actividad más exigente físicamente y operativamente más disruptiva en una fábrica de alimentos, y casi nunca se le da su propio espacio en el diseño. El resultado es que los equipos de limpieza improvisan caminos a través de espacios diseñados para la producción, arrastran mangueras más allá del producto abierto, estacionan carros de espuma en áreas de preparación de ingredientes y drenan el agua de lavado en cualquier dirección en la que se incline el piso.
Un flujo de limpieza efectivo requiere que se diseñen cuatro cosas en el diseño: puntos de acceso al agua ubicados para llegar a todas las superficies del equipo sin arrastrar mangueras a través de zonas abiertas de producto; canales de drenaje y pendientes de piso que dirigen el agua de lavado lejos de las áreas limpias, no hacia ellas; espacio suficiente alrededor y detrás del equipo para que una persona con equipo de limpieza pueda trabajar eficazmente; y un camino para el personal de limpieza que no requiere que pasen por zonas que todavía están en producción o con producto abierto.
La dirección del drenaje es la restricción del flujo de limpieza que más comúnmente se pasa por alto. Un piso que se inclina hacia un drenaje central suena lógico hasta que el drenaje se coloca de manera que el agua de una zona contaminada fluya a través de una zona limpia para llegar a él. El drenaje del piso debe mapearse en relación con los límites de la zona, no solo en relación con la geometría del piso. En áreas con gran densidad de equipos, esto significa diseñar la red de drenaje antes de finalizar las posiciones de las máquinas, no después.
La selección de equipos y el flujo de limpieza están directamente relacionados. Las máquinas con marcos de base cerrados, huecos internos y superficies horizontales sin drenaje crean zonas muertas a las que los equipos de limpieza no pueden llegar sin desmontarlas y que, por lo tanto, se limpian con menos frecuencia de lo que exigen los protocolos de seguridad alimentaria. Esta es la razón abordar la limpieza y la contaminación cruzada antes de automatizar las líneas de panadería debe preceder a la selección del equipo, no seguirla. el Consideraciones sobre materiales y superficies para acero inoxidable en equipos de procesamiento de alimentos. Extienda esta lógica al equipo en sí: la construcción de marco abierto, los perfiles autodrenantes y las uniones soldadas suaves no son solo características de higiene: son habilitadores del flujo de limpieza que determinan cuánto tiempo lleva una limpieza y si llega consistentemente a las superficies en contacto con los alimentos.
Flujo 4: Mantenimiento: los técnicos necesitan un espacio que no han previsto
El flujo de mantenimiento es el más invisible de los cuatro, y cuya ausencia se siente más agudamente cuando algo falla en el pico de producción. Un técnico que responde a una falla a mitad de turno en una máquina formadora necesita llegar al mecanismo de transmisión, el panel eléctrico y el conjunto de alimentación. Si la máquina se colocó con el lado de servicio a 300 mm de una pared, el técnico trabaja agachado, con acceso inadecuado a los componentes que necesitan atención. La reparación tarda tres veces más de lo que debería y la línea está inactiva mientras dura.
el minimum clearance for maintenance access behind and beside production equipment in a food environment is generally 600–800mm for routine servicing, and up to 1,200mm for equipment that requires component replacement. These numbers are not arbitrary—they reflect the space a technician needs to work with tools and, in some cases, to remove a motor, gearbox, or feed assembly without repositioning the machine. Planning for these clearances before machines are installed costs nothing. Retrofitting them typically means repositioning multiple pieces of equipment.
La dirección de giro de la puerta del panel de control eléctrico es un detalle del flujo de mantenimiento que casi ningún plan de diseño aborda. Un panel que se abre hacia una pared, un transportador o un pasillo de mucho tránsito crea un peligro y un problema de acceso simultáneamente. Las puertas de paneles deben abrirse hacia un espacio libre, idealmente hacia un corredor de servicio exclusivo en lugar de hacia el camino de producción. Los diseños que dirigen los servicios eléctricos y neumáticos a través de un corredor de servicio trasero, paralelo a la zona de producción pero físicamente separado de ella, permiten a los técnicos acceder a las conexiones de servicios públicos y a los paneles de control sin ingresar al entorno de producción activo. Cómo las mejoras en el diseño del carro de cocción al vapor contribuyen a la higiene y la eficiencia operativa ilustra este principio a nivel de equipo: las decisiones de diseño que consideran cómo se accederá, limpiará y reparará un equipo producen mejores resultados operativos que los diseños centrados únicamente en el rendimiento.
La programación del mantenimiento preventivo también se cruza con el diseño. Las máquinas que requieren lubricación, controles de tensión de correas o inspección de piezas de desgaste a intervalos regulares deben ser accesibles sin tener que apagar el equipo adyacente. Si llegar al puerto de inspección de la máquina A requiere mover la máquina B, el resultado práctico es que la máquina A no se inspecciona a tiempo y la primera señal de un problema es una avería inesperada.
Dónde entran en conflicto los cuatro flujos y cómo resolverlos
En la mayoría de los espacios de producción de alimentos, los cuatro flujos no se pueden optimizar todos de forma independiente. Comparten los mismos metros cuadrados y el camino ideal para un flujo muchas veces crea problemas para otro. Tres escenarios de conflicto aparecen con suficiente regularidad como para merecer una atención de planificación específica.
Corredores de mantenimiento versus dirección de drenaje. Un corredor de servicio trasero detrás de una línea de conformado es ideal para el acceso de mantenimiento: mantiene a los técnicos fuera del camino de producción y brinda acceso claro a la parte posterior de las máquinas. Pero si el piso de producción se inclina hacia la pared trasera para el drenaje, el agua de lavado fluye hacia el corredor de mantenimiento durante la limpieza, creando un ambiente de trabajo húmedo para los electricistas y un riesgo de corrosión para las bases de los equipos. La resolución es diseñar la pendiente del piso para que drene lateralmente hacia los canales laterales en lugar de hacia atrás, o elevar el corredor de servicio ligeramente por encima del nivel del piso de producción con un umbral de paso que impida el ingreso del agua de lavado.
Aberturas de servicio de equipos orientadas hacia los caminos de materiales. Una máquina cuyo panel de acceso al llenado se abre hacia el pasillo de entrega de ingredientes crea una exposición a la contaminación cada vez que un técnico lo abre para rellenar o ajustar el sistema de llenado. La solución es orientar el equipo de modo que los puntos de acceso de servicio y llenado miren hacia adentro, hacia una zona dedicada al operador, mientras que el panel de servicio trasero de la máquina mire hacia el corredor de mantenimiento. Esto requiere conocer las ubicaciones de los puntos de acceso antes de colocar la máquina; información disponible en los planos del equipo que debe revisarse en la etapa de planificación del diseño, no después de la instalación.
Caminos del personal de limpieza que cruzan zonas de producción activa. Cuando la limpieza de una sección de la línea requiere que el equipo de limpieza camine por un área donde otra sección todavía está produciendo, se rompe la separación higiénica entre las actividades de producción y saneamiento. La resolución es temporal (horarios de limpieza escalonados que crean una separación espacial) o espacial (rutas de acceso de limpieza dedicadas que llegan a los equipos desde el lado del corredor de mantenimiento, manteniendo la actividad de limpieza fuera de la ruta del flujo de producción).
Aplicación del marco de cuatro flujos a una línea de formación de alimentos
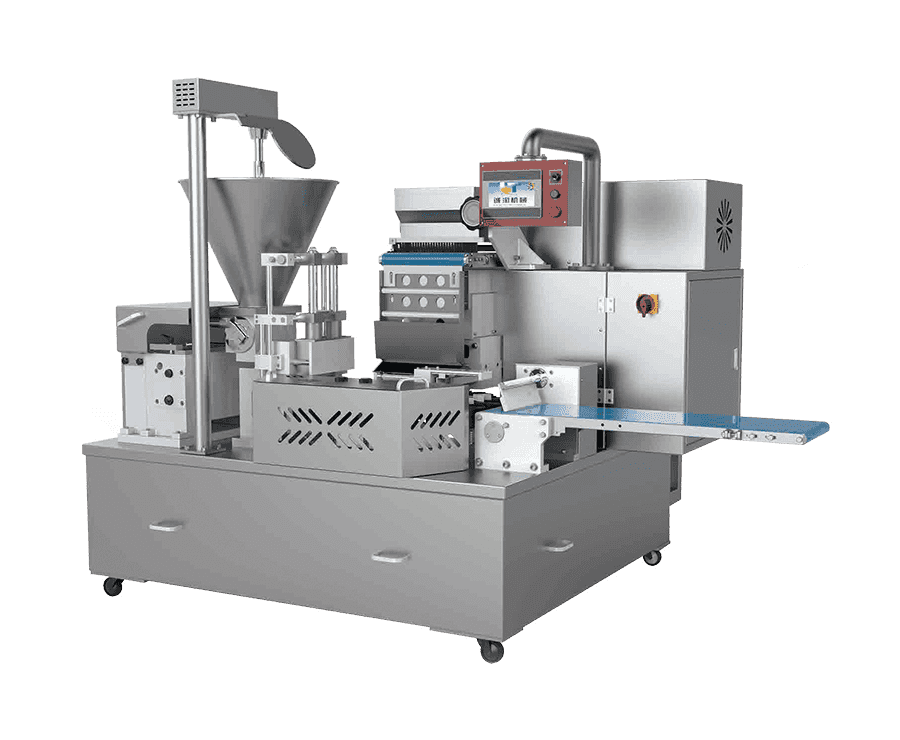
Una sola línea de formación de alimentos, ya sea que produzca dumplings, pasteles con costra, rollitos de primavera o bollos al vapor, concentra los cuatro requisitos de flujo en un espacio compacto. Trabajar sistemáticamente en cada flujo antes de colocar el equipo produce un diseño que es significativamente más fácil de operar, limpiar y mantener que uno ensamblado al tacto.
El flujo de personas dicta que los operadores trabajen desde un lado de la línea (el lado que mira hacia la producción) con líneas de visión claras hacia la máquina formadora, la alimentación de llenado y el transportador de salida. Los puntos de acceso para supervisores y controles de calidad están ubicados en los extremos de la línea, donde se pueden tomar muestras del producto sin cruzar la zona de trabajo del operador. El lado del operador debe estar alejado de la entrega de ingredientes crudos para evitar la exposición a la contaminación durante la reposición de ingredientes.
El flujo de material determina la orientación de la línea: la masa cruda y el relleno entran por el extremo de preparación, el producto formado sale hacia el extremo de enfriamiento o envasado. Las rutas de reabastecimiento de ingredientes (que llevan la salida del mezclador a la tolva de la máquina formadora) no deben cruzar la ruta del transportador del producto terminado. El producto rechazado y los desechos de recorte deben salir de un punto que no requiera transportar los desechos de regreso a través de la zona de producción activa.
El flujo de limpieza requiere espacio abierto tanto en el lado del operador como en la parte trasera de la máquina, drenaje ubicado en el punto más bajo de la zona de lavado de la máquina y la máquina en sí seleccionada para una construcción de marco abierto y superficies lisas en contacto con los alimentos que drenan en lugar de acumularse. La máquina formadora debe elevarse sobre patas ajustables para permitir la limpieza debajo de la máquina sin necesidad de reposicionarla por completo.
El flujo de mantenimiento requiere entre 700 y 800 mm de acceso libre detrás de la máquina para el accionamiento y el servicio eléctrico, con la puerta del panel eléctrico abriéndose hacia ese pasillo trasero. Las piezas de desgaste (normalmente boquillas de llenado, alambres de corte y moldes de formación) deben ser accesibles desde el lado del operador sin herramientas, lo que permite el mantenimiento entre turnos sin necesidad de entrar al espacio de servicio trasero. Cómo la automatización reduce la dependencia del trabajo manual en las fábricas de alimentos Es en parte una cuestión de diseño: el equipo automatizado solo ofrece todos sus beneficios de ahorro de mano de obra cuando se puede limpiar y mantener rápidamente, sin el tiempo de inactividad que genera el acceso deficiente.
Un diseño de línea que satisfaga los cuatro flujos parecerá un poco más espacioso que un diseño optimizado exclusivamente para la densidad de producción. Ese espacio no se desperdicia: es lo que permite que un equipo de saneamiento limpie la línea en 45 minutos en lugar de dos horas, y que un técnico reemplace un molde desgastado en 20 minutos en lugar de esperar a que un montacargas mueva un transportador adyacente. Durante un año de producción, la diferencia en las horas operativas recuperadas gracias a un mantenimiento y limpieza rápidos y accesibles eclipsa el valor del área de piso adicional que requirió.
Productos recomendados
-
Máquina Automática para Dumplings, Siomai, Gyoza y Wontons
-
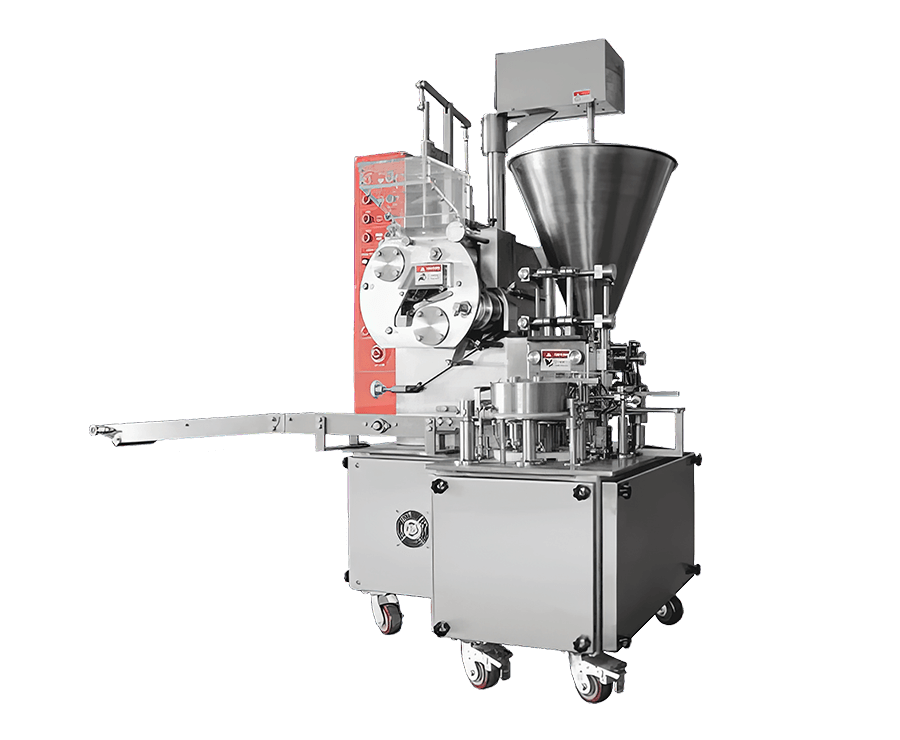
Máquina ST-390 para Siomai y Wontons

-
Máquina ST-80 Automática/Semi-Automática para Siomai
-
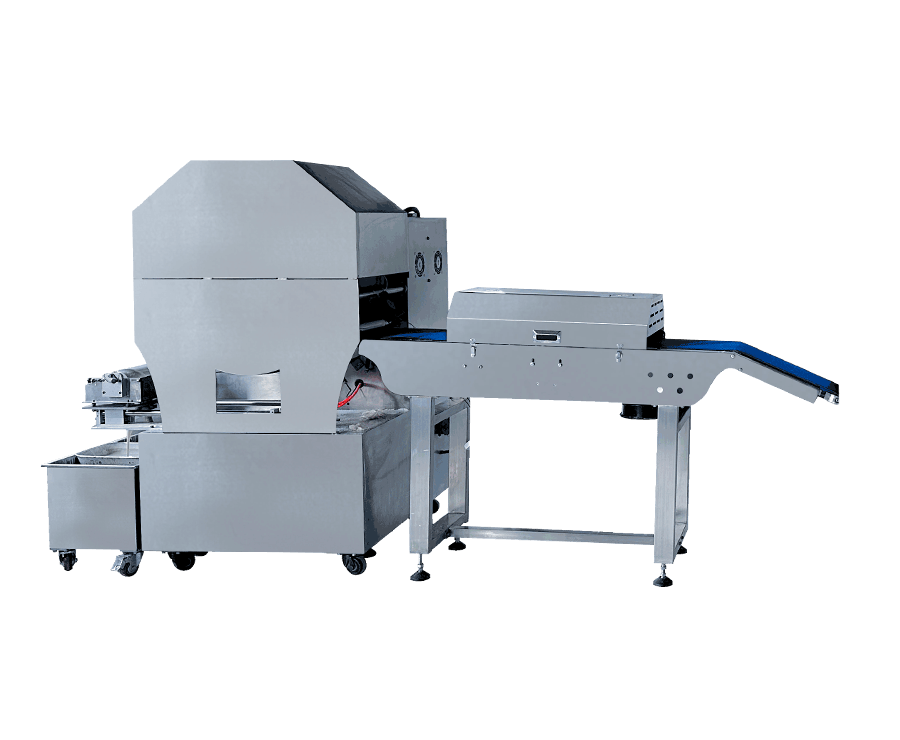
Máquina Automática para Hojas de Rollos de Primavera
-
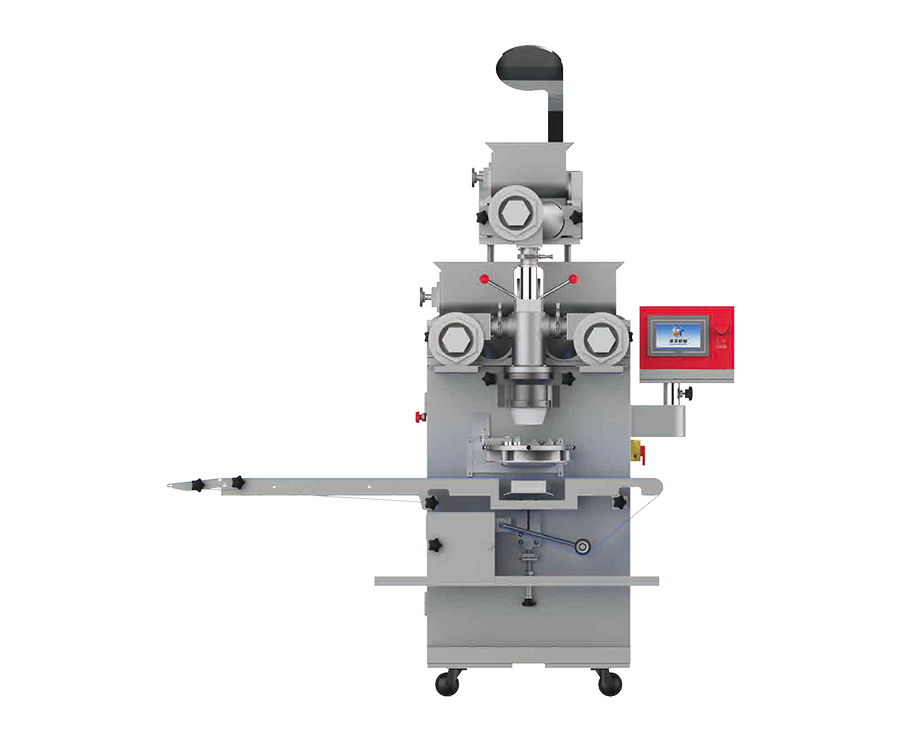
Máquina ST-770 Automática para Dumplings/Dumplings de Sopa

-
Máquina Encrustadora Automática Serie ST-168
Productos Relacionados
Derecho de Autor © Shanghai Chengtao Machinery Co., Ltd. Todos los derechos reservados. 
Contáctenos